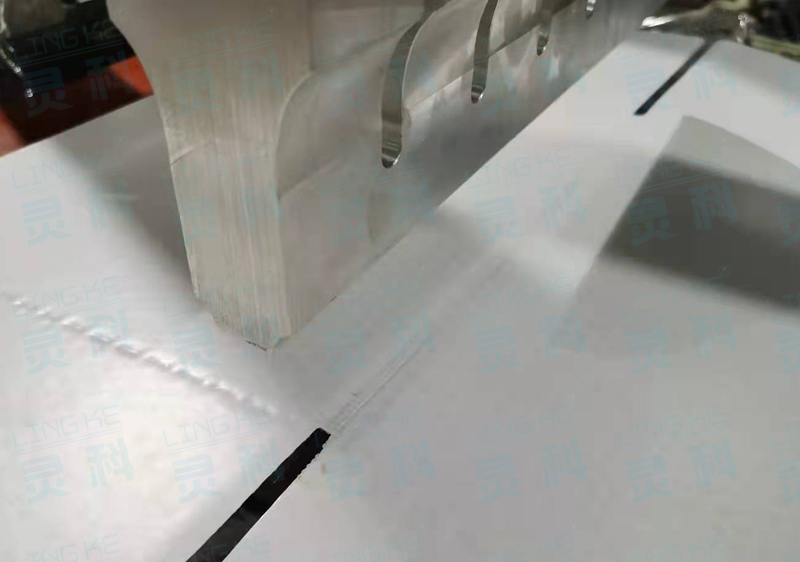
超声波焊接后,经常会见到产品表面局部位置有压痕或烫伤,影响美观。一般对于内部元件,轻微压伤可以接受;但对于外观件,无法接受。往往会在焊头与产品之间放一张保护膜,也叫做缓冲片。起到缓冲作用,保护零件表面不受损伤。什么是保护膜? 它是一种透明的塑料膜,很薄并有一定的韧性。可以是人工或者自动放置在焊头与产品之间,也可以提前吸附在零件表面。用于保护膜的材料不应与焊接零件相同。一般选择PE材料。也可以选择PET,但是后者价格较贵。保护膜的作用是什么?保护膜有助于减少注塑件因缺陷和变化(翘曲和变形)可能产生
»