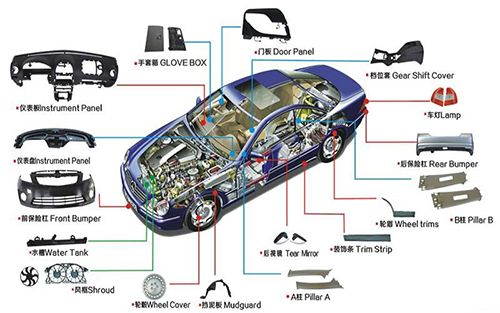
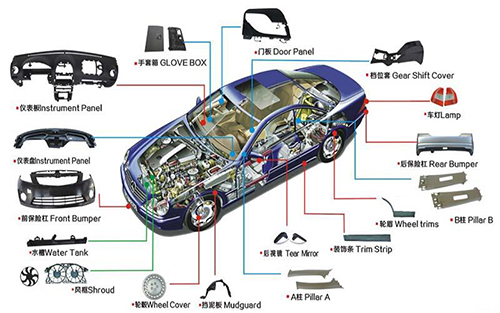
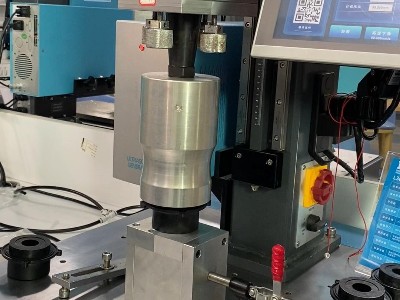
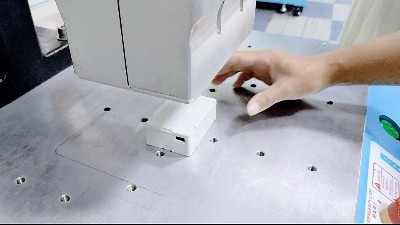
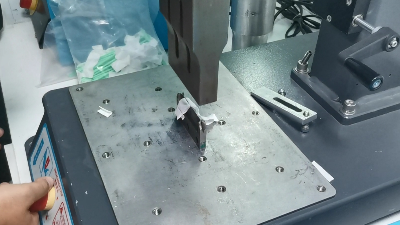
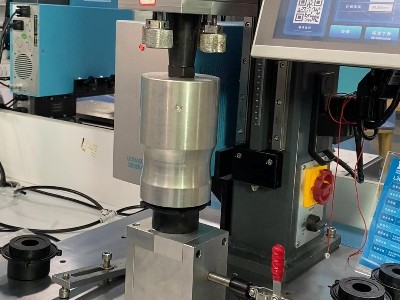
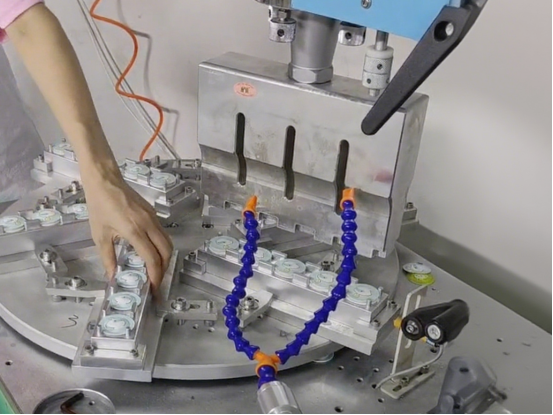
超声波焊接以超声波超高频率振动的焊头(HORN),在适度的压力下使两块塑胶的接合面产生磨擦热而瞬间熔融接合,焊接强度可与本体媲美,采用合适的工件和合理的接口设计,可达到水密及气密,并免除采用辅助品所带来的不便,实现高效清洁的熔接。典型超声波焊接面的设计必须具备以下两个功能:1、舌榫的设计保证在焊接周期中对位方便。2、焊线设计纤细,但必须有足够的可熔化材料令焊接面熔合。具体设计方式要视乎应用在焊接何种工件设备中。焊接压力、震幅等参数可调,保证焊头能接触到焊接面并施压,下工件为接受压力部份,置于底模
»